|
Behind the Listings
Plymouth Cordage Compressed Air Locomotive By Colin Churcher and Brian Westhouse 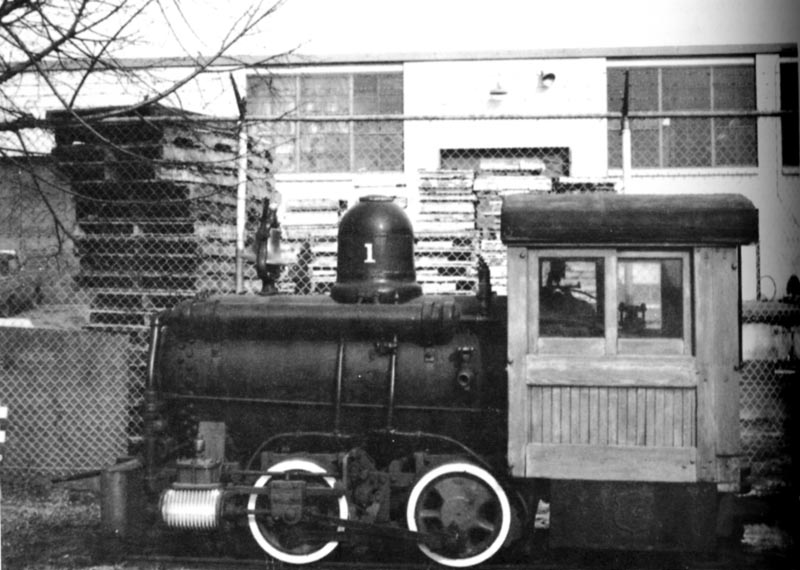 Former Plymouth Cordage Company No 1at
A.A. Merrilees yard on the Weston Road in Toronto in 1970.
Photo by Brian Westhouse. The Canadian Trackside Guide lists a number
of small locomotives and other railway items on display. In most cases
the listing is short, succinct and a little cryptic. In Part 3 under
Toronto, A.A. Merrilees, is shown a Porter compressed air locomotive.
There is quite a story behind this two line listing.
The Plymouth Cordage Company built a plant at Welland, Ontario, to manufacture rope and binder twine. At this time a small plant railway was constructed to move materials around the complex. The gauge was 40 1/2 inches and a six-ton compressed air locomotive, serial number 3500, was ordered from the Porter Locomotive works in Pittsburgh, Pennsylvania. Compressed air, which was used to avoid the extreme fire hazard in this type of operation, was never a common form of locomotive propulsion in Canada. Other examples, by various builders, were found in Ontario and Quebec as well as in Cape Breton, Alberta, and British Columbia. Their main use was in coal mines where there was a severe fire hazard from conventional steam locomotives. Unlike a normal side rod steam locomotive, its 5" bore by 10" stroke cylinders had fins to dissipate the build up of heat from friction. The locomotive had no stack or firebox and instead of a boiler there was an air reservoir, or receiver, tank of riveted construction made from 5/8 inch steel. At the beginning of each shift the reservoir was charged from the plant stationary air compressor. This would give about four hours operation depending upon use. When the pressure dropped, the locomotive would be run back for another charge. The "refill" could be obtained in about a minute as the intake valves were so arranged that the pressure in the tank and the compressor would instantly equalize. The main receiver of the locomotive was good for up to 800 lbs per square inch although the charge was usual between 300 and 600. The working pressure for the cylinds however, was 140 Ibs per square inch. Some repairs were carried out in 1949 and it retained its original rated pressure until the end of its working life in 1956. The locomotive could handle three hand-coupled cars at time. Speed was controlled through the throttle. Since air brakes would take too great a toll on the air supply, the brakes were worked by hand. For better traction on wet or icy days, sand was blown down onto the rail in front of the driving wheels from a bell-shaped dome atop the main tank. A characteristic warning whistle and a clanging bell completed the attachments. Maintenance was carried out in the Machine Shop, acces to which was obtained by means of a small pint-sized turntable. The railway was used to transport raw fibres from the Warehouse the Opening Room; for hauling waste to the Boiler Room; carry various supplies to the mill and pulling loads of finished baler and binder twine to the Warehouse. During its working life it was estimated that the locomo travelled over 50,000 miles or twice the length of the equator. In 1956, the 1,800 feet of railway, together with the locomotive cars, were replaced by fork lifts and small industrial tractors.The railway was purchased by well known railway equipment dealer Andrew Merrilees and transported by lowbed trailer to his plant on Old Weston Road, Toronto. The driver of the tractor-trailer said that the move created a ereat deal of interest on the Queen Elizabeth Way where rubber necking nearly caused a few accidents. Once on site the process of restoration began. It was plainly viable from the adjacent railway lines and train crews would argue as to how it worked. Some even jumped off and came into the yard to ask. The wooden cab was scraped and varnished. The formula for the varnish was obtained from N.H. Craig who was Superintendent of the Car Department of the Toronto, Hamilton md Buffalo Railway. The finish was similar to that which was und on wooden coaches. The brass was polished and then protected against vandalism by welders who welded down the parts which were, by then, irreplaceable. Oil and grease was scraped from the running gear which was then buffed up and painted Pullman olive green. The paint scheme was quite ornate. The main colour was black although certain other parts were painted a rich plum. The cylinders were a brilliant paddy green while the front and rear buffer beams were vermilion red. The wheels were painted carmine red with white tires. The locomotive was picked out in gold leaf striping. On the main reservoir tank traces of the name "WELLAND" in gold leaf were discovered under several layers of paint. The finer work was carried out by members of the Antique into Club of America with assistance from the adjacent La France Fire Engine Company which had gold leaf experience. The road number"1" was applied to the sand dome until 1981. Like many locomotives that were put on display in the 1950s and 1960s, the Merrilees Porter had received several additional coats of paint over the years but by 1989 the engine was in poor ondition. In the original 1956 restoration Andrew Merrilees had neglected to have the sand removed from the sand dome. The dome had completely rusted through by 1981 and had to be rebuilt. Restoration had been talked about since 1986 but the present owner, R.J. (Bob) Stewart, finally started the work in the winter of 1989-90. What was left of the original cab was removed paying particular attention to the materials used and the method of construction. The cab was completed by June 1990 using new wood. The oak with pine panelling was finished with marine varnish and a new canvas roof was fitted. Original hardware, such as handholds, and other accessories were reapplied. The materials for the cab cost $1,500 alone. Prior to installation of the new cab the locomotive was sand blasted and painted. The brass safety valves, pipe connections, whistle and bell were polished to their original sheen. Although the original restoration is only cosmetic, Bob Stewart has not ruled out the possible restoration to operating condition. He says the major obstacle is construction of the odd gauge track. At least he has all the materials at hand. Several museums have offered to take the locomotive off his hands but Mr. Stewart intends to keep it where it is as the mascot of AA Merrilees Ltd. at 189 Old Weston Road near the CN West Toronto station. This brings the story of the Merrilees compressed air locomotive up to date. Many of the items listed in the Canadian Trackside Guide have similar interesting histories - certainly much more than the one or two lines that can be spared in the Guide. We hope that additional articles can be prepared from time to time to round out the listings. In the preparation of this article we have used the following items from the Public Archives: MG 31A 10 Vol 6 file 32 (Plymouth Cordage News) MG31A10Vol54filel2 We would also like to thank R.J. Stewart and Ray Corley who reviewed the manuscript. Bytown Railway Society, Branchline,
February 1991.
This note was received from Xavier Maher on 28 August 2016 Reading your article about the compressed air loco and noted you mentioned that the fins on the cylinders are to cool them from the heat from friction. The real reason for the fins is to take in heat not to lose it. When air expands it cools and would lead to a build up of ice on the cylinders if no heat was taken from outside the engine. The easiest way to arrange this is to provide fins on the cylinders and sometimes also on the air pipe from the pressure vessel. Since there is very little temperature change in the cylinders there is no change in clearances and very little friction. Yours Xavier in Dublin Ireland From Michael Guy Chief Engineer at the Toronto Railway Museum in November 2016 We have the little Porter engine now at the Toronto Railway Museum undergoing restoration. Here is a picture.  |
![]()